Nゲージ蒸気機関車>蒸機の工作>C61(3Dプリンター)の造形テスト
C61(3Dプリンター)の造形テスト

2021.5.2
最近増えてきているモノクロ液晶を使用した、Phrozen Sonic Mini 4K を今年から使っており、改めて造形テストを行いました。
これまでは以前のAnycubic Photonの流れで同じように使っており、今まで避けていた造形方法は試していませんでした。
題材として機関部全長が長めの形式を選び、縮尺1/140のC61を作りました。下廻りはKATOの旧C57です。
構造
蒸気機関車はボイラー、キャブなど、部分ごとに適した造形方向が違うので、分割してそれぞれ造形するほうがきれいにできるかと思います。 ただ、私は今までのPhotonで接合部の形を正確に出すのが難しく、組み立て時の後加工が面倒だったため、なるべく一体造形で済ませる方法を選んできました。
今後も基本はそうですが、今回は色々な造形方向で試すため、煙室部分で2分割しました。時間の節約にもなります。
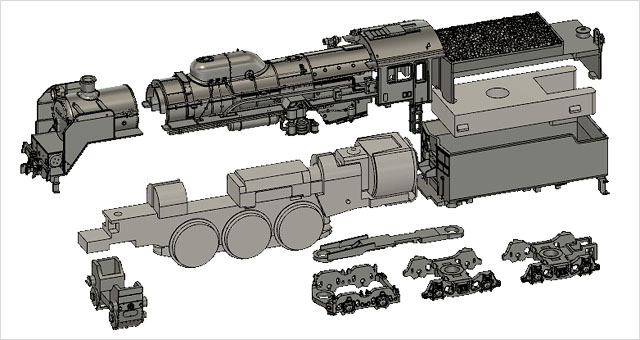
データは簡単な作り方をしました。以前作ったC59にD51のドームをくっつけ、テンダーはD52を切り詰めました。それらをC61の寸法に合わせて整形し、必要な装備は新たに作りました。
立体形状を十分イメージできていなかったドームは新規作成を見送り、横から見た形状と幅の寸法を合わせて再利用しています。
テンダー台車はKATOの旧C62を利用する方法がありますが、集電機構を作り足す必要があるので、新たに製作しました。
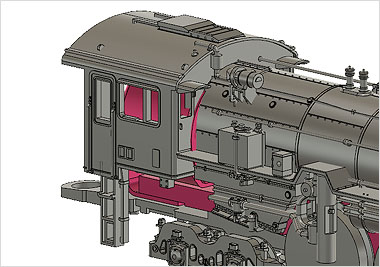
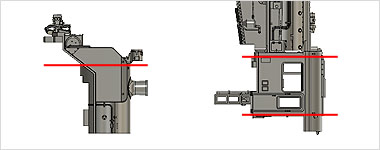
C61のキャブ妻板はC57より後方になるので、C57のモーターと干渉してしまいます。仕方なくキャブ妻板を切り欠いてモーターを逃がしました。
本当は色々な造形方向を短時間で試すために、キャブとボイラーも分離してみたかったのですが、この切り欠きのせいで接合面積が減っており、分割はやめました。
造形テスト(Phrozen Sonic Mini 4K)
この先、個人用の記録として造形の様子が延々と続きまして、興味のない方には単につまらないと思いますがご勘弁ください。
とりあえず、今までの機種ではきれいにできなかった造形方法も試し、選択肢を増やしておきたいと思いました。
◆固定した条件
- UV樹脂:Anycubic製 Black
- 液温:26度±2度(推定)
- 積層ピッチ:0.035mm
- 露光時間:4秒/層
- FEPフィルム:WANHAO製
以上は共通です。UV樹脂はPhotonのときから使い慣れていたものです。割とディテールはきちんと出る方だと思っていますが、やや硬化時間が長く、柔軟性が少なくて割れやすいと思います。
露光時間やFEPフィルムの種類は、必要が生じた時に変更しました。
サポート付け・スライス
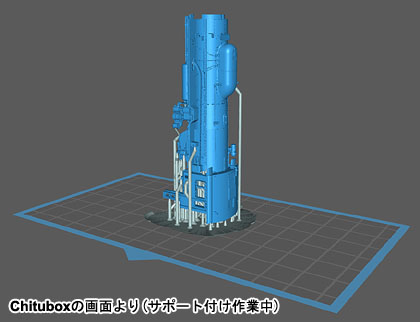
サポートは今回、車体と一緒にモデリングしておくのではなく、スライサー側で付けました。造形方向を色々変えたかったので、サポートがモデリング段階で固定されていると能率が悪かったのです。
スライサーはよく使われているChituboxです。まだ操作上のクセは色々感じるものの、初期バージョンに比べると著しく改善されており、結構楽しくサポートを付けることができます。
サポートの基本は手付けであり、オートサポートには任せられませんが、時々はオートサポートも併用して色々な付け方も見るようにしました。ヒントになったこともあります。
このスライサーは使用中に突然止まってしまうこともあり、未保存のデータはパーになります。たまに自動保存が行われていますが、復元時に同じものになったためしがありません(笑)。そのデータ、どこから引っ張り出してきた?というような、全然違うものになったこともあり、謎です。まあ無料ソフトなので、気持ちだけで十分ですワ。
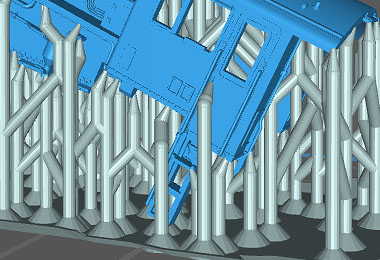
オートサポートも、大量のサポートをざっと一度に付けてくれる面では便利ですが、よく見ないと必ず失敗するケースもあります。
(よく見ないと失敗するのは手付けでも同じですけど)
このモデルで造形の起点となる箇所が、そもそもサポートされていません。
モデルの配置高さが低すぎて、必要な箇所にも関わらず、サポートが付けられなかったのでしょうね。で、付けられないときはどうなるかというと、単に付かないのですね(笑)。というわけでこういうところは注意して防ぐ必要があります。
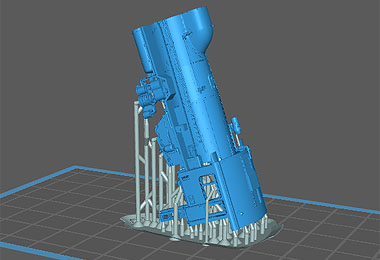
1.ボイラー垂直造形
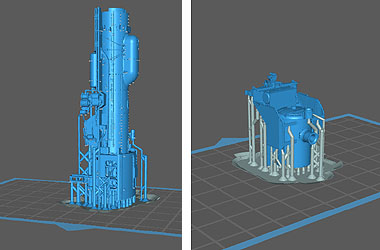
以前はいくつか難があって避けていたのですが、プラットフォーム中央に垂直に立てて造形することができますので、それを最初に試しました。
造形面がずっと中央の狭いエリアにあり、剥離挙動があまり変動しません。側板の積層痕も妻板と平行に入るため、線が入っても見やすい面になります。
サポートの数が少なくてすみ、造形後に取りやすいのもありがたいです。
警戒するのは、このモデルは途中で急に広い面積の層が現れる箇所があって、そこで強い線が表に入りがちであることです。具体的にはキャブ屋根の後部とデフの途中です。
また、途中で同じ形の層がずっと続くため、他と同じ露光時間では、露光過多でディテールがつぶれることがあります。
◆1回目(そのまま)
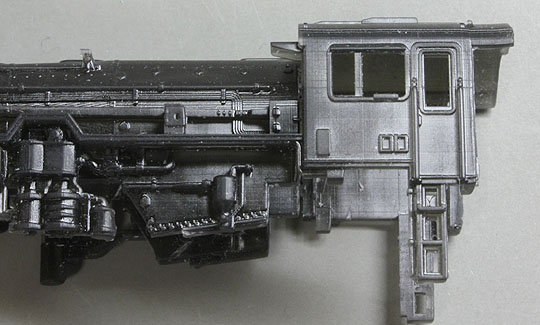
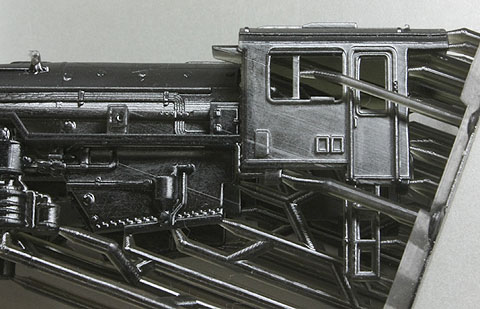
造形後です。まずまずきれいに造形されました。特にキャブ側面は期待通りで、積層の縞(写真では縦方向に入る)も目立たず、私の期待値ならこのままつや消し塗装して通用します。
ボイラー部は、やはり若干露出が多めでディテールが太く出ていますが、それほど悪くもないです。市販の模型を缶スプレーで厚塗りしてしまった程度のボテ具合なので、露光時間などを慎重に調整すればまだすっきり出せそうです。
弱点はやはり、長いボイラーの造形に時間がかかることでしょうか。とはいえ10時間はかかりません。
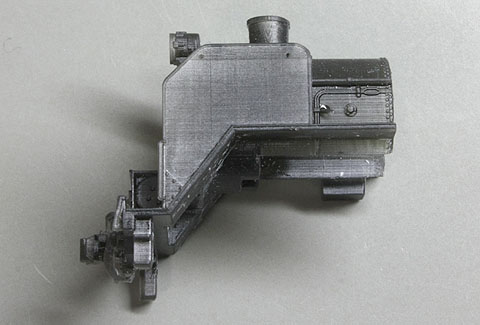
煙室パーツも横から見た限りはきれいに出ていまして、デフ側面の積層縞も目立ちませんでした。

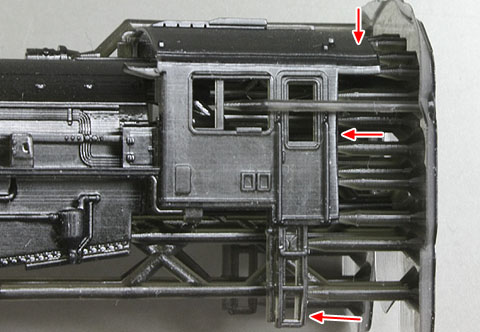
懸念していた点ですが、やはり最初に広い面積が急に現れるキャブで、屋根側に影響が出ました。
後部のひさし部分が一段薄く(というか、それより前が厚くなっているようです)、雨樋にもはっきり段が付いています。
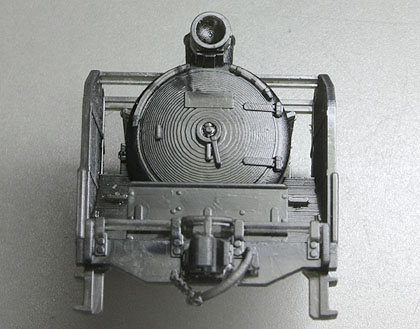
正面もちょっと難があります。この面を真上に向けているので仕方ないのですが、どうしてもディテールが押しつぶされ気味になり、ライトのフチなどぺったりと押されたように幅広く平らになっています。
デフの前端も分厚くなってしまいました。
煙室扉の同心円的な段差もけっこう目立ちます。ただ端梁や給水温め器前面に積層痕がまったく入りません。
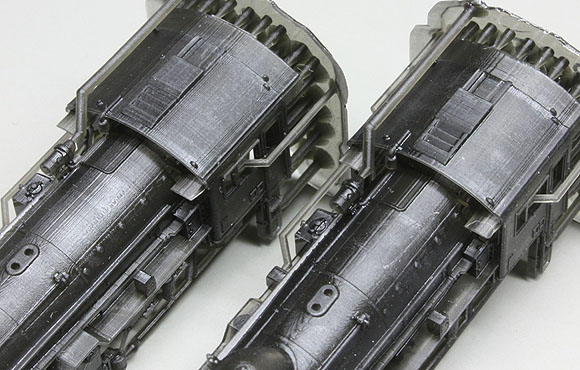
◆2回目(露光時間短縮)
キャブ屋根との段差や、ボイラー部の露光過剰を改善するため、露光時間を1秒減らしてみました。
同じ断面が重なるボイラー部の表面ディテールは、依然ボテ気味ですが若干すっきりしました。
しかし、造形面積が少ない部分や、新たな形が出現する部分などでは、露光時間が逆に不足気味のようです。この樹脂はもともと露光時間が長めに必要で、この機種でも4秒を基準にしていたものです。
ドアの後部やハシゴ先端、屋根の雨樋部分などは、造形不良気味だったり、波打ったりしています。
このうちハシゴ先端はサポートの追加で何とかなりそうですが、ドアの後部はすでに十分サポートされているので、できれば露光時間をもう少し取りたいところです。そうするとボイラー部が結局太ってしまいます。
ボイラー側も、同じ断面が続くところはよいですが、周囲に部分的に付いているディテールには、露光不足になってしまった箇所があるようです。
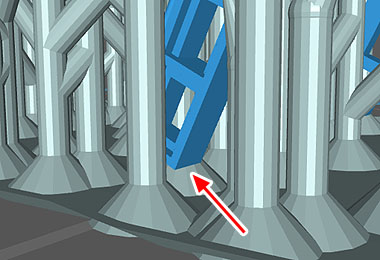
これは露光時間を短くする前(4秒)です。ボイラーケーシングを留めるリベット列(というかボルト列)を作ってありまして、4秒のときは一応出ています。
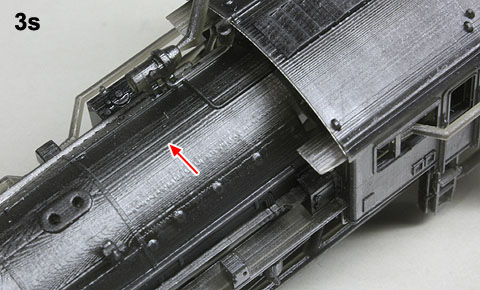
露光時間を3秒に短縮すると、造形されずにすっかりなくなってしまいました。
あと、周囲も痩せて縞々が微妙に目立ってきました。
露光の調整は好みに応じて色々できそうですが、適切な造形方法が異なるキャブとボイラーを合体させているので、それを一律の条件で造形するのは難しそうです。
◆3回目(配置回転)
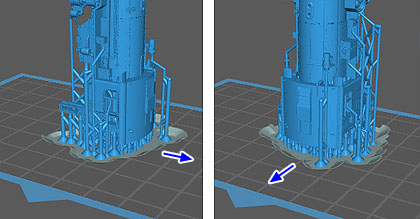
ついでのテストです。これまでは屋根をプラットフォームの短辺側に向けていましたが、90度水平回転して長辺側に向けてみました。
スペック上はこの液晶パネルは縦横とも0.035mmピッチですが(ちょっと疑っているのですけども)、プラットフォームを持ち上げるZ軸は片持ち式ですし、何か方向性の違いが造形の違いに表れるかもしれません。
ここまで拡大すると、何となく感じが違うかなというところはありますが、どちらがどちらと言い当てることはできませんでした。
これまでダメだった箇所はどちらもダメですし、ダメでないところも、一種のばらつきのような違いです。
違いがあっても、その良し悪しを認識して使い分けることもできないので、私にとってはどちらも同じとみなしました。このような垂直造形ではなく、横長に置いた造形なら、剥離性に関係して別の違いが出てくるかもしれません。
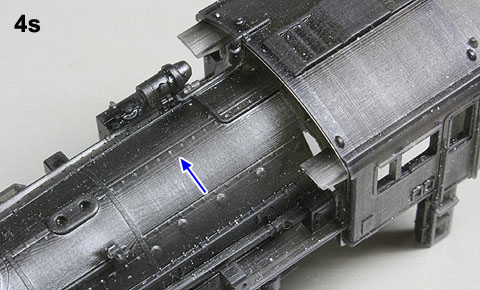
◆4回目(少し傾ける)
完全な垂直にすると、なかなかすべての問題を解決できない形なので、負けて少し(20度)傾けてみました。
少しずつ照射面がずれていくので、若干はボイラー部の露光過多が解消されます。それにより全体が安定して出るかどうか。
全体として、なお露光範囲は狭めの範囲にとどまっているので、剥離性も完全な垂直の場合とあまり変わらず、垂直造形のメリットの一部は引き継ぐのではないかと。
縞の入り方は異なりますが、側面の感じは垂直の場合とそれほど変わらないようです。キャブ後方にあった造形不良は緩和されています。
ちなみにこの写真でキャブ側面にたくさんある斜めの線は積層痕ではなく、それと直角方向にできた線です。どうしても軽く入りますが凸凹はほぼありません。
ちょっと角度を変えて見ると、これらは見えなくなり、積層痕のほうが見えてきます。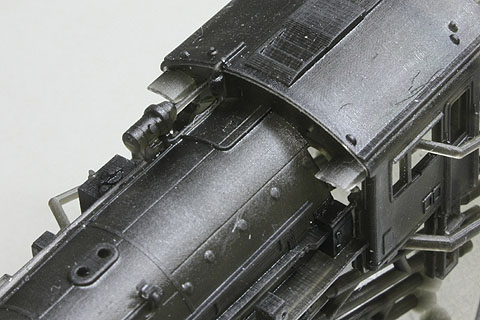
上面の曲面部分は完全な垂直造形とは顕著に違い、ボイラーに沿ってたくさん走っていたドット目の線がまったく見えません。積層痕も見えません。
上から見た感じは、少しでも傾けたほうが見やすいですね。この例ではまだ頂上部のボルト列が消えていまして、これは露光時間のせいか、FEPフィルムの汚れなどで食われてきたか、どちらかかと思います。そこまでは調べていません。
垂直造形の場合、同じ形の面がFEPフィルムの同じ箇所に長く続くため、フィルムの同じ箇所ばかり集中的に傷むことがあるようです。私がここまで使ったWANHAO製フィルムは決して悪いものではないと思いますが、数回の垂直造形でそれと視認できる型痕ができ、クリーニングしても取れなくなりました。
そのまま使っていると10数時間のうちに、造形物に多少の影響が出たり、造形物の一部脱落に発展することがありました。その後は造形のたびに少しずつ配置場所をずらすようにして、ダメージを分散させるようにしました。
垂直系は造形時間が長くかかってしまうデメリットや、露光時間の選定の難しさも感じましたが、同じ形が続くところは安定していることと、サポートが少なく造形後に取りやすいのは魅力的でした。