Nゲージ蒸気機関車>蒸機の工作>C61(3Dプリンター)の造形テスト
C61(3Dプリンター)の造形テスト その2
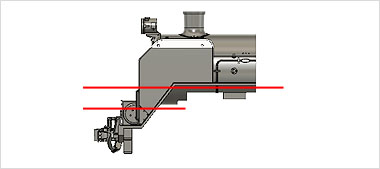
2.煙室部
続いて煙室部の垂直造形以外を試しました。
◆水平造形
デフ表面の線が垂直に入るのは、斜めに入るより目に優しかったため、水平でも同様かと思い90度転倒してみました。
水平での懸念事項は、デフの造形途中、給水温め器の天井とランボードの平面が出現し、ここで大きく造形面積が変化することです。デフ表面や煙室扉に目立つ線が入りやすいです。
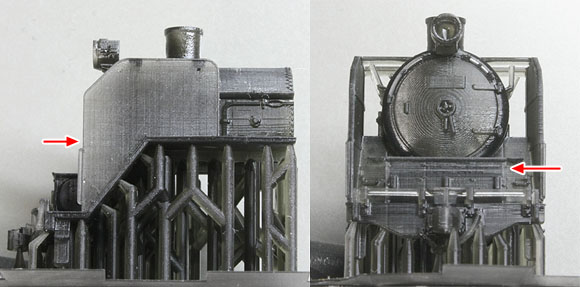
心配したほどではありませんでした。デフ側面にはランボード位置の線が入っていますが、光の当て方によって見える程度の軽いものです。
給水温め器の天井(内側)に起因する線は、給水温め器自体の前面に入りました。ほかの具合が悪くないためちょっと悔しいですが、止むをえません。
また煙室扉にはランボード位置の線は入らず、等高線も垂直上向きのときほどは目立ちません。ライトやデフのフチも太くならず、予想よりよい結果です。
もし後続のボイラーも一体化されていたら、ランボード部分の面積がさらに大きくなり、同じ高さの他の面に無視できない線が入るかもしれません。
ともかく、煙室部の水平造形は垂直造形よりも前面の感じが私の好みに合ったので、これはひとつ候補になります。
◆斜め造形
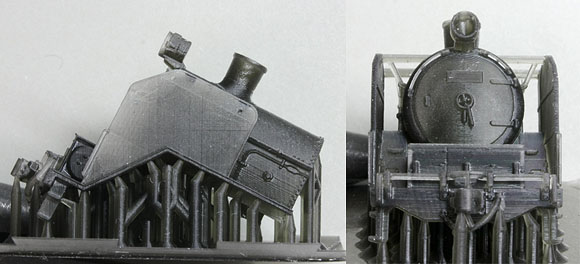
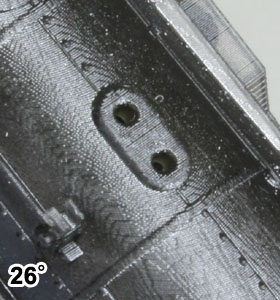
以前の機種で最も採用した斜め造形です。デフ側面に強い線が入りにくいことを予想して、傾きは26度としました。
結果、デフの線は斜めになって目に留まりやすくなりますが、幸いそれほど強くは入らず、つや消し塗装だけでも目立たなくなるレベルでした。
煙室扉の等高線はほとんどなく、具合がよいです。ここに関しては以前利用していた業務用機より明らかによいです。
給水温め器や端梁は階段状に造形されるため、その線が規則的に入ります。
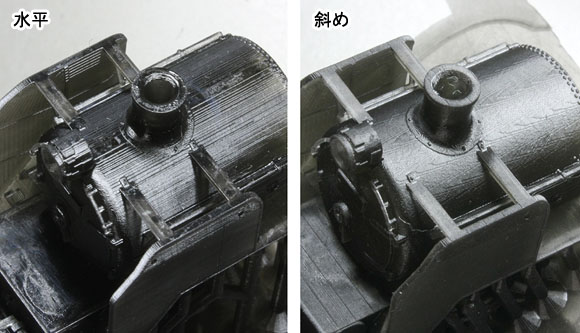
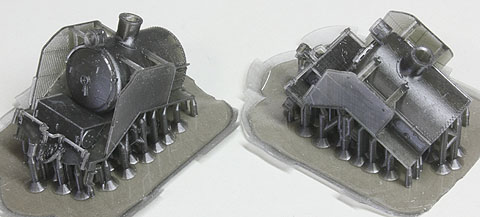
見た目に最も差が出るのはボイラー上部です。写真右の斜め造形は、ボイラーに平行な階段状の線が目立たなくなるため、曲面が大変滑らかに見えます。 各層の輪郭にできるはずのドットのギザギザと、積層の階段のガタガタが、細かい木目のような模様となって斜めに散っています。
下地が滑らかになるため、煙突スカートのフチもきれいに出ますし、そのボルトもくっきり見えます。
煙室部を構成する部品ごとに、適した造形方向が異なるので、一体造形の場合はどこかが犠牲になってしまいます。後処理でカバーするか、考えを変えて分割するか、私のように放っとくか(笑)。
念のため、このパーツも配置方向を90度変えて試してみましたが、どちらかを選択する動機になるような違いは出ませんでした。
エッジを立てなくてはならない箇所や、つるつるの平面にしたい箇所には不利ですが、曲面部には斜め造形が強いです。
3.アンチエイリアスの有無
Photonと比べると、Sonic Mini 4Kではアンチエイリアスの効果が明確に感じられませんでした。
アンチエイリアスは1層のパターンの外周にできるドットのギザギザを、階調表現で滑らかにする機能です。まあ、硬化と未硬化のドットの間に、露光不完全なドットを混ぜるのでしょうね。
もし二次硬化前に、アルコールと超音波洗浄機で徹底的に洗い流してしまったら、効果が落ちるようにも思えます。

●アンチエイリアシングなし

●アンチエイリアシング8(最大)・ぼかしピクセルなし

●アンチエイリアシング8(最大)・ぼかしピクセル4(最大)
ボイラーの円筒部表面の滑らかさには違いを感じません。よーく見ると、リベット類(直径0.2mm)が若干太くなってくるのかな〜という感じはしますが、これは期待も必要性も感じていません。
Photonの時は明確に差が出ていたのですが、私の期待のうえで、この機種ではアンチエイリアスは設定しなくても同じ(それで十分きれい)ということになりました。
4.ボイラー部斜め造形
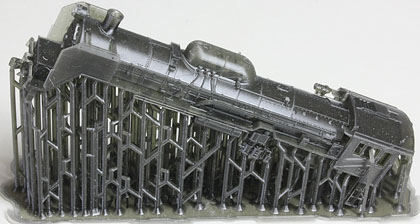
従来型の斜め造形を試しました。垂直造形に比べてサポートがたくさん付き、剥離抵抗や硬化時の発熱が増す可能性も考えられますが、丸いボイラーの上面は滑らかに仕上がり、垂直配置に比べると造形時間が短いなどのメリットはあります。
◆斜め造形(26度)
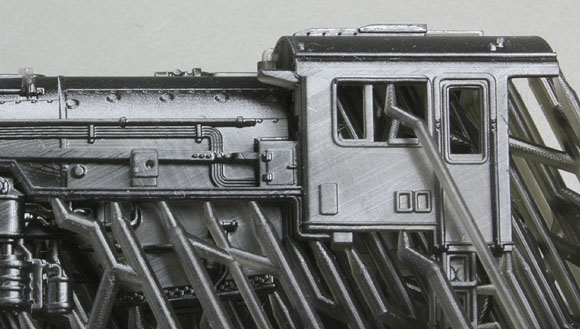
普通に安定して出ています。キャブ屋根の歪みも造形不良もありません。
最初に垂直造形を見ているので、キャブ側面の積層痕が斜めになるのが目に留まるぐらいです。でもほとんど凸凹にはなっていないんですよね。
ボイラー上部にてきとうに作ったディテールも全部出ています。C59・D51・D52の合成なので混沌としていますけど(笑)。
蒸気機関車の一体造形では、やはり斜め造形は安全策として存在し得ます。Photonのときは、安定する代わりにディテール類は全部ぼやっとして横にブレた感じになってしまったんですが、この機種ではけっこうシャキッと出ます。
長い蒸気機関車をこれぐらいの角度で斜め造形する際の弱点は、何と言ってもサポートが大量に必要なこと、その除去が大変なことかと思います。細かいところを支える必要もあり、雑にサポートをカットするとモデルを破損してしまいます。 いくら楽に一体造形しても、何度もやるのはサポートの除去でうんざりしてしまいます。
◆造形角度による違い
今度は煙室部も合体して全体を一度に斜め造形しました。配置長はより長くなり、また煙室部はより高いところに配置されるので、剥離時のブレが大きくなって影響が出るかも、と考えました。
結果は、多少はキャブ側面の線が増えたような気がしますが、予想より良かったです。またデフ側にはほとんど影響ありませんでした。
ちょっと造形角度を変えたものも試しました。
●斜め造形(26度)
先ほどまで採用していたものです。積層ピッチは0.035mmのままです。
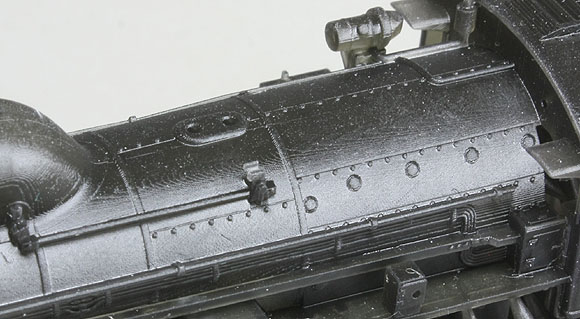
26度というのはキリのよい傾きではないので、大体2mm間隔で規則的に余りが出て、そこだけ線の間隔が開きます。しかし平面部でないとほとんどわかりません。
この写真は異常な拡大ですが、全体的にガタガタの線の間隔が狭いため、肉眼ではとても滑らかに見えます。
ちなみにこのモデルの外装板の継ぎ目の線は、幅0.1mm・深さ0.05mmです。別にこの表現が必須とは思っておらず、もっと大きい縮尺で造形したときに出れば面白いという程度でした。なおこれは2K液晶のPhotonで造形しても軽く見えました。
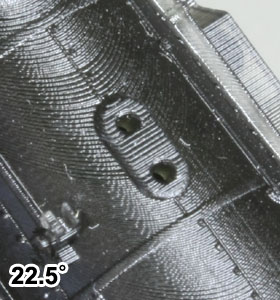
●斜め造形(22.5度)
造形高さを抑えて時間を短縮する意味で、角度を22.5度に下げました。
積層ピッチは変えていませんから、平面であれば22.5度というのは2ドット進んで1ドット上がるという規則的な傾きになります。
しかし、当然ながら単位長あたりの線が減って間隔が開くため、かえって線として目に留まるようになり、肉眼でもガタガタが目立つという結果でした。
造形時間ではなく見た目が優先なら、角度を下げる際には積層ピッチも細かくして、露光時間も再検討がいりますね。まあ今回は26度で…。
こうしたドットや積層の階段による構造上のガタガタは、面の角度により、数が多いほうが目立たない場合と、数が少ないほうが目立たないことがあります。
ボイラーのような円筒は色々な角度が混じっているので、垂直造形以外では周囲の結果が一律になりません。
- 線の本数が多くても、隙間なく密接していると目立たない。
本数が少なくても、ある程度間隔が開くと、目立つようになってくる。 - 非常に垂直に近い傾斜のように、1本1本の線が数えられるほど少ない箇所では、解像度が低いほうが目立たないことがある。
※液晶解像度や積層ピッチが細かくなると、線の幅が狭くなるかわり本数が増え、かえって目立ってしまう。
(同じ2階に上がる階段でも、1段の高さが低いと段数が増えるようなもの)
→さらに非常に細かくなると、間隔が密接するために、また目立たなくなっていく。これには相当な高解像度が必要。
というわけで、現状では造形性能ですべてをカバーするのは難しいので、気になる場合は後加工を交えて表面を仕上げるほうが現実的かと思います。
5.FEPフィルムによる違い
ここまではWANHAO製のFEPフィルムを使いましたが、もう少々剥離性がよいPeopoly製のフィルムに取り替えました。
このフィルムは見たところ、表面が微粒面になっているようで、WANHAO製などに比べ光沢があまりない印象です。白っぽいというまではいきませんが、光沢の液晶モニタとノングレアの液晶モニタの違いといいましょうか。
※注:本当に微妙です。あえて書けば、です。
この表面状態のためか、造形物の水平部分にテカテカしたツヤがでず、ややしっとりした感じになります(露光時間によってはそうでもありません)。
剥離性は定量化できませんけども、少しよいのではないかと感じています。いつもの「ペコン」もしくは「ザッ」のような1層ごとの剥離音が顕著に少なく、音量3割現という感じでしょうか。造形後にフィルム上に型痕も残りにくいと感じています。
造形については、差がまったくない場合や、微妙に感じる場合もあります。このモデルではそれほど大きな違いはありません。
キャブやデフ側面などには、有意な違いはないように見えました。
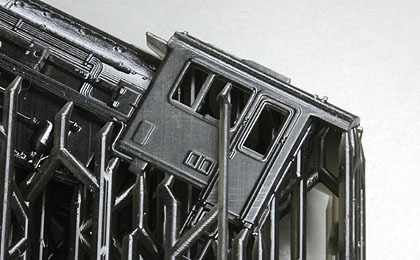
●WANHAO製
斜め26度の全体一体造形です。
●Peopoly製
WANHAOと同等の出方であると思います。いずれもきれいに出ており、差というほどの差は感じません。
しかし、前述の光沢の出方の違いにより、ボイラー上方から見た印象は結構違います。

●WANHAO製

●Peopoly製
肉眼ではしっとりときめ細かい感じで、細かいディテールがはっきりして感じられます。
一見、従来のフィルムより細部まで描写されているように思えますが、拡大してみると造形されている要素は同じです。微妙にツヤが抑えられているので細部まで見やすいというもののようです。つや消しの場合、塗装すると差はなくなりそうです。
この造形方法で最も層の乱れが起きやすい端のほうでは、微妙な差が出るようでした。
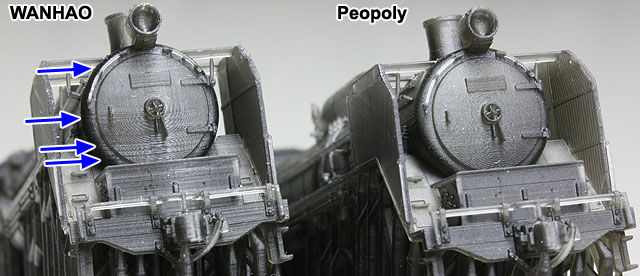
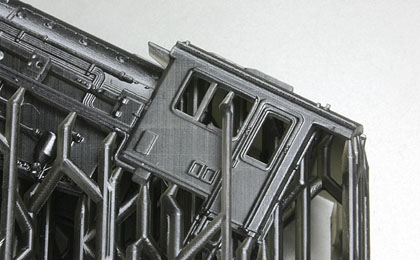
斜め26度の全体一体造形を並べたものです。
左のWANHAOのほうが、右のPeopolyに比べ、煙室扉に入る線の乱れが若干多く感じられました(この造形方法と角度だと、これぐらい入っても不思議ではありません)。
Peopolyのほうも乱れは多少ありますが目立ちません。たぶんこのままつや消し塗装すれば、層の乱れはまったくわからないと思います。

これは25時間使用したあとのPeopoly製FEPフィルムの表面です。通常10時間も使えば、FEPフィルム上に何らかの痕跡や汚れ、傷ができることがほとんどでしたが、すぐ目につくものはありません。
なおWANHAO製FEPフィルムでも、以前のPhotoより今のSonic Mini 4Kで使う方が、型痕が付きにくいように感じています。機種によってレジンタンクへの取り付け構造が違うので、フィルムのテンションも少し異なるのかもしれません。
このあとも露光時間の再調査などを行い、今回はボイラー部は傾き26度で5秒、煙室部は水平配置の5秒で作ることにしました。4秒より5秒のほうが積層痕が目立たない感じでした。
煙室部も斜め造形してもよかったのですが、いつもと違う方法をとってみたというものです。