Nゲージ蒸気機関車>蒸機の工作>転車台の操作室(3Dプリンター)
転車台の操作室(3Dプリンター)
ターンテーブル操作室の窓に黒を入れるの続きのようなものです。
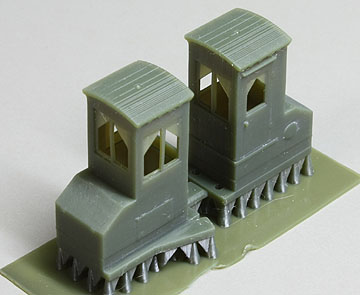
KATOの転車台の操作室に窓を開けてみたかったので、造形の練習も兼ねて一体で出力しました。
4種類の方法で出力して、様子を比べてみました。
2015.10.20/2019.10.25
製品の操作室の窓を直接くりぬいたり、プラ板や真鍮板で作ったりするのが安くて早いのでしょうが…。
データ自体は、先月のにせC55 2号と同じ頃に作っており、同じデータで何度か出力サービスを依頼して造形してもらいました。
2019.10.25 その後自分でも光造形式の3Dプリンターを持つようになり、一部見解を修正しています。
データ作成

元の操作室(牽引小屋)です。
以前の記事で窓に貼っていた黒デカールは、何時間かマークソフターに湿潤させて、剥がすことができました。
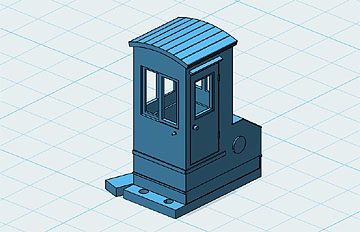
これをもとに大体同じ外形で3Dデータを作りました。外側のディテールも大体まねましたが、ディテールの再現度合いがどうなるかをテストするため、窓廻りなどは少し違った表現にしました。
逆に、同じに作るつもりだったのに、寸法を写し間違えて位置がずれてしまった箇所もあります。
ディテールの厚み・筋彫りの幅などは、0.2mmを基準とし、部分的に0.1mmの箇所も作ってみました。
窓枠の強度がどうなるかわからなかったので、2タイプを作って一緒に出力しました。
一方は裏から透明プラ板を貼ることを前提に、窓の内側に凹みをつけたもので、他方はガラスは入れずに窓枠を面取りしただけのものです。
外見上は大差ありません。
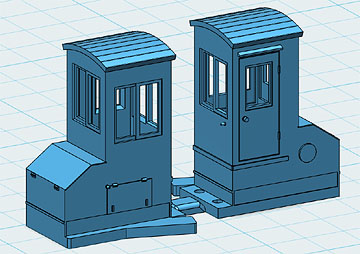
2個ペアとしたので外形寸法が大きくなり、出力費用が上がってしまいますがやむを得ません。
なお造形の都合で、この2個ペアのままでは出力できないこともありました。そのようなときは、ばらして1個ずつ出力していただくことになります。
出力
作成したデータは造型機の異なる出力サービスに依頼し、違う方法で出力してもらいました。
データは同じものです。データは何度使っても、磨り減って使えなくなったりしないのですからお得な感じです。もっともこのPCが壊れたら跡形もなく消え去りますけど…。
- Projet 3500 HDMax Xtreme High Definitionモード(インクジェット式、積層16μm) ※にせC55の動輪はこれ
- Projet 3500 HDMax Ultra High Definitionモード(インクジェット式、積層29μm)
- Perfactory4 高精細出力(光造形式、積層15μm)
- DigitalWax028(光造形式、スライスピッチ0.01mm) 表面仕上げSuper
Projet 3500HDMax Xtreme High Definition 約2,500円(2パーツ分1個)
最高精細モードです。
先端形状0.1mmとのことで、それぐらいのディテールも出ることを期待しました。この状態のままでは表面(特に積層面)に結構なざらつきがあり、細かいディテールはあるのかないのか、よくわかりません。
全体の形はしっかりできているようです。
積層ピッチが細かいため、積み重ねる高さに応じて出力時間が伸びます。次のUltraに比べ、日単位で時間がかかったように思います。
Projet 3500HDMax Ultra High Definition 約2,300円(2パーツ分1個)
同じデータ・同じマシンで、少し解像度の低いモード(といっても高解像度)です。こちらはいくつかの色を選べました。
先端形状0.2mm以上ということですが、0.1mmのディテールも少し太め・深めとなって、意外にくっきり出ていました。
Xtreme High Definitionほど細かいざらつきはありません。縦方向(積層方向と直角)に木目のような筋が入り、木造家屋のような風合いです。
Perfactory4 約9,000円(2パーツ分1個)
今度は違うマシンです。表面に積層の模様やざらつきがほとんどなく(多少は何かある)、一見すると普通のプラ模型のパーツのようです。
その代わり出力料金はここまでの3倍以上です。
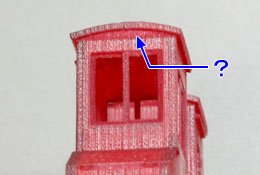
造形中に宙ぶらりんになる位置には、支え(サポート材)が付いてくるので、手作業で除去します。窓の上辺に向かって三角形のヒレみたいなものがありますが、これもバリではなく上辺を支えるサポート材のようです。
何しろすべてを一体で、窓も垂直にしてデータを作ってしまいましたので。
なお注文時、大まかな造形方向(主にどの面にサポート材が付くか)は、指定することができました。この頃はよくわかっていなかったので「下面に」と指定しましたが、完全に出力会社に任せたほうがよい結果になったろうと思います。今になって思いますが、指定するにしても、斜めに造形してもらうべきでした。

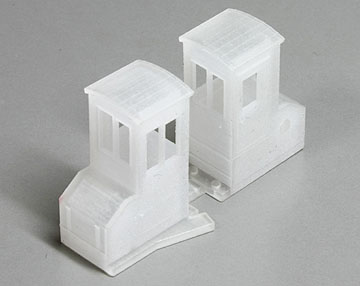
DigitalWax028 約14,000円(2個の場合)
使ってみたかったDWS028です。仕上げにSuperとStandardを選べましたが、これはSuperです。
この中で最高の出力料金ですが、これまたすごいです。造形具合は抜群で、丸い天井を含めて積層の線がほとんど見えません。
サポート材の付加や造形方向の関係で、2パーツ一体は難しいとのことで、1個だけのデータにして注文しました。
底面のサポート材により斜めに積層されていた様子がわかります。理由はだいぶあとになってからよくわかりました。この側面の窓にはバリのようにサポート材が残っていますが、前後の窓はほとんど抜けていました。
3D出力といっても、機械の違いだけではなく、サポート材の加え方や造形方向の違いなどで相当仕上がり具合が変わるのかもしれませんね。依頼する出力サービスのノウハウやワークフローの違いも大きいかもしれません。
同じところに依頼しても、仕上がり具合が違ってくることもあるかもしれません。
細部いろいろ
以下はProjet 3500HDMaxです。
これが元のデータです。
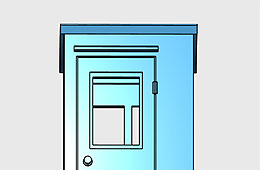
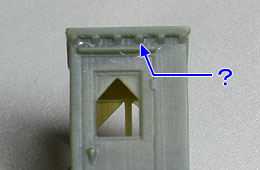
Ultra High Definition(高精細)モードの出力です。
屋根のフチと壁の間に、元データにはない半月状の面ができているように見えて最初は不思議に思いました。
が、よく見ると、この部分だけ表面にざらつきがあるためにそう見えるようで(塗装後によくわかりました)、面が形成されているわけではないようです。
屋根の張り出しを支えるためのサポート材が付いていた跡のようです。面白いです。

こちらは最高精細であるExtreme High Definitionモードです。
これも屋根の張り出しを支えるサポート材が周囲に出力されていた模様です。ただ先ほどのUltraのような部分的なツヤの違いはこの面にはなく、全体がざらざらした感じでした。
半透明なので表面のディテールがよくわかりません。しかし塗るとはっきりします。
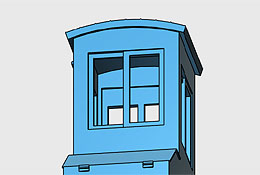
次はPerfactory4です。
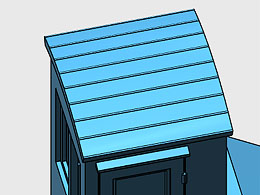
元データです。側板の上に屋根が載っているだけのもの。
出力結果です。
光造形方式についてよくわかっていなかったため、先ほどの3500HDMaxと同様に、直立方向で造形してもらったものです(わざわざそのように指定しました)。
屋根のフチの下に、垂木の端のようにガタガタの模様ができています。
直立方向に造形してもらったため、壁から出っ張った屋根のフチを空中で支えるためのサポートが必要になってしまったのですね。それを追加してくださったのです。

ちなみに3500HDMaxの同じ箇所です。表面の模様がまるで木造家屋のようで、全然狙ったわけではありませんが謎のリアルさがあります。
こちらはDiditalWax028です。

サポート材を慎重に削り取ったところです。
表面はつや消し塗装のような質感で、積層の線や凸凹がほとんど見えず、必要なディテールもしっかり出ています。昔のプラモデルなどよりずっときれいに見えます。
知らない人が見ると、どちらが3D出力で、どちらがプラ成型品なのか、区別がつかないと思います。
サポート材は造型機によらず、工場で除去してくれるものもあるでしょうし、同じ機械を使っても出力の方法によって色々な結果になりそうです。
ここでお目にかけた出力の特徴は、必ずしも使用機と1対1に結びついたものではないと思いますのであしからず。このデータで出力を依頼したらこうなったというだけです。
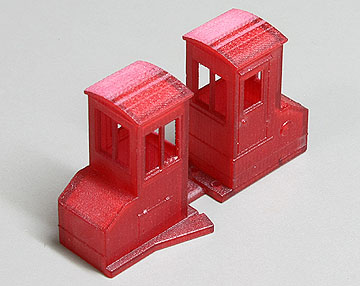
塗装後
塗ると急に模型らしくなります。またそれまではわからなかった表面の様子がハッキリ見えてきます。
下記は塗装前に液体クレンザーと中性洗剤で表面を洗っているだけで、表面を平滑化するような加工は何も行っていません。
ちなみに実物は高さ2センチ程度ですから、個々の凹凸は非常に小さいのです。PCモニターから2〜3m離れて見ていただくと、実際の感じに近くなるかも?です。
 3500HDMax Xtreme(最高精細) 積層ピッチが大変細かく、屋根の張り出しによってサポート材に埋まっていた側面の積層跡は結構目立ちます。コンクリートやモルタルに見えなくもないです。 |
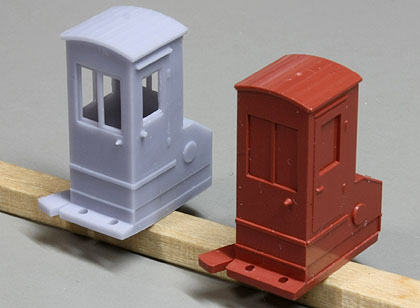
 3500HDMax Ultra(高精細) 先ほどの赤成型のものです。積層ピッチはXtremeより大きくても、ディテールははっきりしており(適度に太くなるから)、表面のデコボコもこの建物ならまあいいか…という感じに見えました。 |
 Perfactory4 価格が1ランク上がり、表面がとても滑らかになります。細い部分もバランスよく出ていて優しい感じのディテールです。 |
 DigitalWax028 これらの中では最高価格ですが、表面も滑らかですし、細部のディテールもシャープにカッチリ出ています。未塗装のままでも十分使えそうでびっくりしました。 |
浅い曲面の積層
屋根の上部はゆるくRが付いているため、水平に積層していくと跡が見えやすい部分です。
 3500HDMax Xtreme(最高精細) この場所では積層の線があまり目立たず、上部のリブも最もくっきり出ています。実物を肉眼で見る範囲では結構いけます。側面はざらざらですが、さすが最高精細という感じ。 |
 3500HDMax Ultra(高精細) 屋根の曲線では積層の様子がはっきり出てしまい、細いリブは紛れてしまいました。 |
 Perfactory4 さらに積層がシャープに出て、やはり細いリブは紛れてしまいました。これは直立造形を指定した私の失敗で、斜めに造形すれば曲面が格段に滑らかになったはずです。 |
 DigitalWax028 こちらは斜め造形です。驚いたことに積層の段が見えず、ディテールのリブだけが浮き出しています。ちょっと線に強弱があるように見えますが、肉眼で見る限りなら十分です。 |
本当は積層方向や窓のサポート材の入り方などを考慮して、いくつかのパーツに分割して方向を最適化すればよいのでしょうが、まずは一体で作って、感じを知っておきたいと思いました。
ようやくゴール
KATOのターンテーブルにそのまま差し込んで完了です。
たかが窓を開けるためだけに2万円以上も使ってしまいました。しかし色々と勉強になりよい買い物でした。

もっと他の機種でも出力を試したかったのですが、さすがにターンテーブルがもうひとつ買えそうになってしまいます。
どれぐらいの寸法でディテールを作れば、3D出力後にどう見えるのか、色々経験を積んで身に付けていきたいところです。ただ具体的に作りたいものは今すぐにはありません。
車両の各種パーツなら、すでに真鍮ロストパーツ等が多数発売されていますし、それらの値段は3D出力に比べてずっと安いです。
何か用途を思いついたらまた取り組んでみたいです。
●関連リンク
にせD50(3Dプリンター)
D60(3Dプリンター)