8620(3D僾儕儞僞乕丂偦偺3)丂

2018.2.11
慜夞傑偱僗僢僉儕偟側偐偭偨僔儕儞僟乕僽儘僢僋傪怴偨偵嶌惉偟丄堦墳偺姰惉偲偟傑偟偨丅
僾儕儞僞乕偼帋峴嶖岆偺偡偊丄嵞傃 Projet 3500HDMax(傾僋儕儖Xtreme high definishion儌乕僪)偵側傝傑偟偨丅
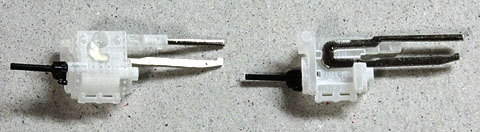
僔儕儞僟乕僽儘僢僋
慜夞傑偱偼C50(KATO50廃擭婰擮昳)偺僔儕儞僟乕僽儘僢僋傪忋偐傜僇僢僩偟偰巊偭偰偄傑偟偨丅
偟偐偟丄棤懁偵偁傞屌掕梡偺撍婲傕傎偲傫偳側偔側傞偨傔丄偟偭偐傝偼傔傞偙偲偑偱偒偢丄愙拝嵻偵棅偭偰傕晄埨掕側報徾偱偟偨丅
崱屻僶儕僄乕僔儑儞揥奐丠偡傞偲偒偵傕丄偙偺傑傑偱偼儅僘偄偺偱丄傛偆傗偔僔儕儞僟乕僽儘僢僋傪愱梡偵嶌傝傑偟偨丅
杮摉偼尦偺傛偆偵僟僀僇僗僩懁偵偼傔崬傔傞偲傛偄偺偱偟傚偆偑丄悺朄偑偆傑偔寛傔傜傟偢丄儔儞儃乕僪懁偵偼傔崬傫偱屌掕偡傞偙偲偵偟傑偟偨丅堦晹愙拝傕暪梡偡傞偺偱偡偑丄偟偭偐傝棷傑傞僴僘乧偱偡丅
巊偭偨柍椏僜僼僩偼嵍塃斀揮僐僺乕偑偱偒側偄偺偱丄偙偆偄偆晹昳傪嵍塃2偮暘嶌傞偺偼柺搢偱偡丅偱傕僞僟側傫偱偡偐傜変枬丄変枬乧丅
僷乕僣妱傝曄峏
慜夞偺Form2弌椡偺嵺偼丄僉儍僽傪堦懱峔憿偲偟傑偟偨偑丄曅曽偺懁柺偑僒億乕僩嵽偺媇惖偵側偭偰偟傑偄傑偟偨丅
墝幒斷偵傕摨條偵僒億乕僩嵽偑晅偄偰偟傑偭偨偺偱丄偙傟傜傪愗傝棧偟偰暿乆偵憿宍偟偰傕傜偆偙偲偵偟傑偟偨丅
偟偐偟丄Form2偱岝憿宍偡傞偵偼敄偡偓傞偲偙傠偑懡悢偁傞(嵟掅1mm昁梫)偲偺偙偲偱丄憿宍傪抐傜傟偰偟傑偄傑偟偨丅
慜夞偼敄偔偰傕傗偭偰傕傜偊偨偺偱偡偑丄2搙栚偼偩傔偱偟偨丅
慡懱揑偵岤偔偡傞偙偲偼偳偆偟偰傕柍棟偩偭偨偺偱丄尦偺傾僋儕儖嵟崅惛嵶偵栠偟傑偟偨丅偄偮傕偺 Projet 3500HDMax 偺 Xtreme high definition儌乕僪偱偡丅懡彮敄偔偰傕憿宍壜擻偱偡(傕偪傠傫嵶偄晹暘丒敄偄晹暘偺嫮搙偼棊偪傑偡)丅
偨偩丄墝幒斷偲僉儍僽懁柺偼丄岤偝傪1mm偵憹傗偟偰丄Form2偱憿宍偟偰傕傜偄傑偟偨丅
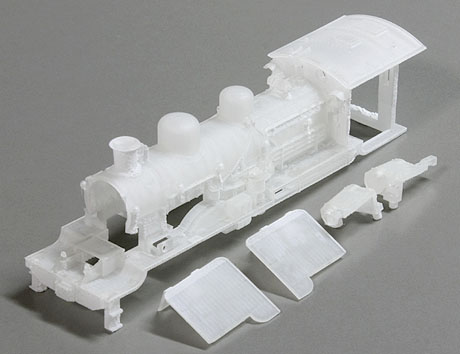
傾僋儕儖晹暘偑巇忋偑偭偰偒傑偟偨丅
崱夞偼巆擮側偑傜昞柺偺忬懺偑埆偔丄偝偞攇丒傕偟偔偼晍栚偺傛偆側柾條偑崱傑偱偱堦斣栚棫偪傑偟偨丅
儚僢僋僗偺僒億乕僩嵽偵杽傑偭偰偄偨晹暘偺昞柺忬懺傕傛偔偁傝傑偣傫偱偟偨丅巇忋偑傝偼枅夞彮偟偢偮堘偆偺偱丄尰忬偙偆偄偆偺偼巇曽偁傝傑偣傫丅宍偦偺傕偺偼偟偭偐傝偱偒偰偒偨偺偱丄戝忎晇偱偡丅

偙偪傜偼Form2偺僌儗乕庽帀晹暘偱偡丅
婜懸捠傝丄偡傋偰棤柺偵僒億乕僩嵽傪晅偗偰偔偩偝偭偨偨傔丄僨傿僥乕儖柺偼柍彎偱偟偨丅
柍棟偵堦懱偵傑偲傔傞偲丄憿宍曽岦偺娭學偱丄偳偆偟偰傕僨傿僥乕儖柺偵僒億乕僩嵽偺拰偑晅偄偰偟傑偄傑偡丅
(傕偭偲傕丄柾宆娭學偵柧傞偄憿宍僒乕價僗夛幮偺応崌丄堦懱偱傕偡偛偔愨柇側僒億乕僩嵽偺晅偗曽傪偟偰偔偩偝傝丄偱偒傞尷傝僨傿僥乕儖傪壏懚偟偰偄偨偩偗傞偙偲偑偁傝傑偡)

偑丄偟偐偟丅
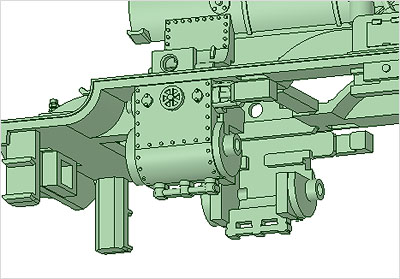
忋傪岦偄偰偄偨墝幒斷偺僨傿僥乕儖偑丄偲偰傕娒偄傛偆側婥偑偟傑偡丅
摿偵丄墝幒斷僴儞僪儖偺拞墰晅嬤偺廫暥帤偑傎偲傫偳捵傟偰偄傑偡丅

偙傟偼丄慜夞偺Form2(摨偠3D僾儕儞僞乕)偱偡丅
慜夞偼晹昳偑幬傔壓岦偒偵憿宍偝傟偰偄偨偺偱丄僒億乕僩嵽偑昞柺偵晅偄偰偄偨偺偱偡偑丄僨傿僥乕儖偼捵傟偢偵弌偰偄傑偟偨丅
偦偙偱巚偄弌偟傑偟偨丅悈暯曽岦偺夝憸搙偲丄悅捈曽岦偺夝憸搙偼堘偆偺偱偡丅
悅捈曽岦偼愊憌僺僢僠偑娭學偟傑偡偑丄悈暯曽岦偼儗乕僓乕偺僗億僢僩宎偵埶懚偟丄撌晹偑懢傔偵弌偰墯晹偑庛偔側傞孹岦偑偁傞傛偆偱偟偨(偩偐傜撌晹偺儕儀僢僩椶偼捵傟偵偔偄)丅
嵶偐偄墯晹傗僗僕儃儕側偳偼丄愊憌曽岦偵懳偡傞岦偒傪曄偊偰傒傞偲丄偆傑偔偄偔偙偲偑偁傝傑偡丅
埲忋偼巹偺棟夝側偺偱娫堘偭偰偄傞偐傕偟傟傑偣傫丅偙偄偮(傢偨偔偟)偺撈傝尵偲峫偊偰偔偩偝偄丅

慡懱偵僈僒僢偲偟偨岺嶌側偺偱丄懡彮僨傿僥乕儖偑娒偔偰傕偄偄偐側偲巚偭偨偺偱偡偑丄暿偵帋偟偨偄偙偲傕偱偒偨偨傔丄Projet 3500HDMax 偺傾僋儕儖嵟崅惛嵶偱嶌傝捈偟傑偟偨丅
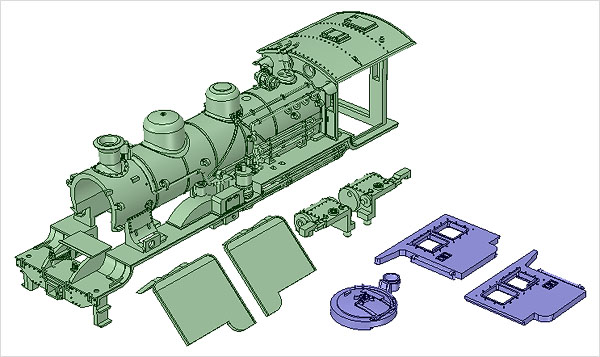
慻傒棫偰
僔儕儞僟乕僽儘僢僋偵偼丄C50偐傜奜偟偨僺僗僩儞怟朹偲僗儔僀僪僶乕傪庢傝晅偗傑偡丅
僗儔僀僪僶乕偼娙扨偵僑儉宯偱揬傝晅偗傞偙偲偵偟傑偟偨丅

慻傒棫偰偰憱峴僠僃僢僋偟傑偟偨丅
懡彮偺悺朄挷惍偼偁傝傑偟偨偑戝偒側儈僗偼側偔丄偆傑偔憱偭偰偔傟傑偟偨丅
僔儕儞僟乕僽儘僢僋傕壛尭儕儞僋傕儃僨傿乕懁偵偼傔崬傑傟偰偄傞偺偱丄儃僨傿乕傪奜偡嵺偵偼拲堄偡傞昁梫偑偁傝傑偡丅
崱偼傑偩傢偐偭偰偄傑偡偑丄偦偺偆偪暘夝曽朄傪朰傟偰偟傑偄偦偆偱偡丅

僨僼偲僉儍僽懁斅偼丄僒儞僪儀儔偱昞柺偺幦柾條傪寉偔徚偟傑偟偨丅僉儍僽偺憢夢傝偺儕儀僢僩偼壏懚偟傛偆偲偟傑偟偨偑丄堦晹偼嶍傟偰偟傑偄傑偟偨丅偁傜偐偠傔丄偙偺晹暘偺儕儀僢僩偼戝偒傔偵嶌偭偰偍偗偽傛偄偺偐傕偟傟傑偣傫丅
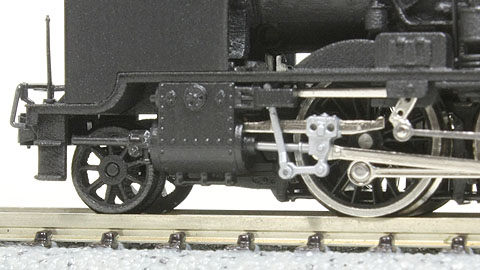
怴偟偄僔儕儞僟乕夢傝乣壛尭儕儞僋廃曈偱偡丅
幚嵺偺8620偲偼堘偆晹暘傕偁傝傑偡偑丄C50偺摦椡晹傪偦偺傑傑巊偭偰偄傞偺偲丄幚椡揑側栤戣偱偙偺掱搙偵傑偲傔傑偟偨丅
8620(偦偺3)姰惉
偙傟偱丄傗傠偆偲巚偭偰偄偨偙偲偼堦捠傝廔偊傑偟偨丅憱傜偣偰梀傃傑偡丅


弌棃偼偙傫側偺偱偡偑丄C50偺摦椡偼旕忢偵僗儉乕僘側偺偱丄塣揮偼妝偟偄偱偡丅

嶌傝巒傔偨偺偼C50偺敪攧偺彮偟慜偐傜側偺偱丄傕偆偦傠偦傠2擭偵側傝傑偡丅偨偩幚嵺偵嶌嬈偟偰偄偨偺偼偺傋2偐寧掱搙偐偲巚偄傑偡丅
弶夞偐傜巊偄懕偗偰偄傞晹昳偼丄愭椫偲僴僔僑偺傒偱偡丅3D僾儕儞僞乕偱嶌偭偨愭椫偼丄堄奜偲僩儔僽儖側偔巊偊偰偄傑偡丅
8620偼懠偵丄僉儍僽偺悶偑掅偄傕偺傗丄僨僼側偟側偳傕嶌傝偨偄偺偱偡偑丄偦偺偮偳C50傪攦偆昁梫偑偁傝傑偡丅寢嬊丄C50偺拝偣懼偊側偺偱乧丅
仠娭楢儕儞僋
偵偣D50(3D僾儕儞僞乕)
D60(3D僾儕儞僞乕)
僒億乕僩嵽偺彍嫀嵀偵偮偄偰(Projet 3500HDMax)
埲壓偼屄恖揑側姶憐偲憐憸偱丄偼偭偒傝偟偨崻嫆偑側偄偺偱偡偑丄偙偺帪揰偱偼偙傫側晽偵峫偊偰偄偨乧偲偄偆偙偲偱儊儌揑偵彂偒傑偟偨丅
晛捠偺3D僾儕儞僞乕偼丄搚戜偐傜1憌偢偮愊憌偟偰宍傪嶌傞偺偱丄掙柺傛傝奜懁偵挘傝弌偡傛偆側晹暘偼巟偊偑側偄偲憿宍偱偒傑偣傫丅僾儕儞僞乕偵傛偭偰偄偔偮偐偺曽幃偑偁傝傑偡丅
崱夞傾僋儕儖憿宍偵巊偭偨 Projet 3500HDMax 偼丄僀儞僋僕僃僢僩曽幃偺岝憿宍偱丄僆乕僶乕僴儞僌偵側傞晹暘傪儚僢僋僗忬偺僒億乕僩嵽偱巟偊傑偡丅
儚僢僋僗偼擬亄桘亄挻壒攇愻忩偵傛偭偰彍嫀偝傟偰偒傑偡偑(拲丗憿宍僒乕價僗偵傛偭偰堘偆)丄偦偺屻偄偔傜愻偭偰傕丄嶤傞偲嵶偐偄暡偑傏偦傏偦棊偪偰偒傑偡丅偦偺偨傔僒億乕僩嵽偑側偐側偐棊偪側偄傛偆偵姶偠偨傝偟傑偡丅婥偵偟弌偡偲偄偮傑偱傕婥偵側傞傕偺偱偡丅
偟偐偟悢夞愻偭偨偁偲側傜丄嶤偭偰棊偪傞暡偼僒億乕僩嵽偱偼側偔丄傾僋儕儖庽帀偦偺傕偺偩偭偨傝偡傞偺偱偼側偄偐偲巚偄傑偡丅
乧偮傑傝丄傂偨偡傜愻忩傪孞傝曉偝側偔偰傕丄僒億乕僩嵽帺懱偼偡偱偵棊偪偰偄傞偼偢偲丅偦偺偮傕傝偱嶌偭偰偍傝傑偟偨丅
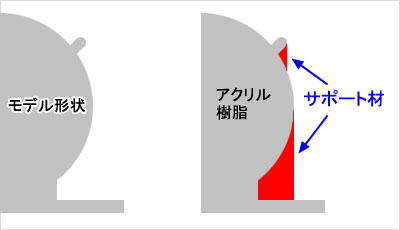
嵍偺傛偆側儌僨儖(儃僀儔乕偺椫愗傝)傪僀儞僋僕僃僢僩幃偺岝憿宍僾儕儞僞乕偱憿宍偡傞応崌丄弌偭挘偭偰偄傞晹暘傪巟偊傞偨傔偵丄儚僢僋僗偺僒億乕僩嵽偑1憌偢偮悂偒晅偗傜傟偰偄偒傑偡丅
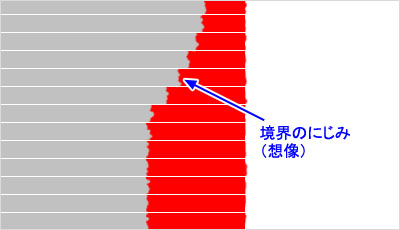
傾僋儕儖庽帀偲僒億乕僩嵽偺嫬奅偱偼丄屳偄偵乽偵偠傒乿偑婲偒丄嫬奅偑晄柧椖偵側傝傑偡丅
偙偺奊偼屄恖偺報徾傪昤偄偨傕偺側偺偱惓妋偱偼偁傝傑偣傫偑丄昞柺偑僓儔僓儔偵峳傟傞偙偲偼尒偰庢傟傑偡丅
僒億乕僩嵽偼梈揰埲忋偺壏搙偱梟偐偝傟丄偝傜偵桘愻忩傗愻嵻偱彍嫀偝傟傑偡丅彍嫀屻傕傾僋儕儖偺昞柺偼峳傟偰偄傞偺偱丄嶤傞偲傾僋儕儖偺暡偑棊偪偰偒傑偡丅偦傟偱偄偔傜愻偭偰傕僒億乕僩嵽偑棊偪偒傜側偄傛偆偵姶偠傜傟傑偡丅
(傾僋儕儖偺儃僜儃僜偵晻擖偝傟偰丄僒億乕僩嵽傕崿偠偭偰偄傞偐傕偟傟傑偣傫偑)
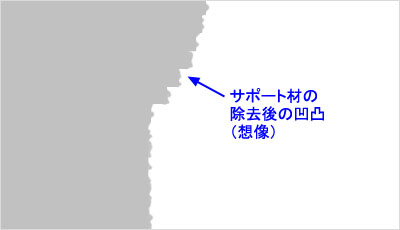
偙偺峳傟偨晹暘傪姰慡偵嶍傝棊偲偟偰杹偗偽丄偍偦傜偔暡偼弌側偔側傝傑偡丅偟偐偟峳傟偺撌墯偼寢峔戝偒偔丄0.1乣0.2mm偖傜偄偵媦傇偙偲傕偁傞傛偆偱偡丅偙偺峳傟傪嶍傝崬傒偩偗偱暯傜偵偡傞偲丄偦偙偼僒億乕僩嵽偑晅偄偰偄側偐偭偨晹暘傛傝柧傜偐偵堷偭崬傫偱偟傑偄傑偡(杮摉偵暯傜偵偡傞側傜杽傔傞偙偲傕昁梫)丅
偦傟偱寢嬊丄僨傿僥乕儖偺懡偄柺偼丄側傞傋偔僒億乕僩嵽偑晅偐側偄傛偆偵岦偒傪岺晇偡傞傎偆偑巇忋偘偑妝偵側傞傢偗偱丄斅僉僢僩偺傛偆偵幵懱傪揥奐偟丄偡傋偰偺柺傪忋偵岦偗偰憿宍偡傞恖偑懡偄傛偆偱偡丅
巹偼丄嶌傞傕偺偑戝嶨攃側偺偱丄戝晹暘偰偒偲偆偱偡偑乧丅
偦偺屻乧6枩墌慜屻偱斕攧偝傟偨掅壙奿丒娙堈宆偺岝憿宍僾儕儞僞乕乽Anycubic Photon乿偱弌椡傪帋傒傑偟偨丅